Industrial Applications of Smart Water Innovation
At Smart Water Innovation Pvt. Ltd., we understand that water is a critical resource for nearly every industrial operation. Whether it’s for production, processing, cooling, cleaning, or discharge—industries require consistent, safe, and high-quality water to function efficiently and remain compliant with environmental standards.
Our advanced water purification technologies are engineered to meet the specific needs of industrial sectors by delivering intelligent, reliable, and scalable solutions that optimize performance, reduce waste, and support sustainability goals.

Why Industrial Water Purification Matters
Industries consume large volumes of water, but the quality and treatment requirements can vary widely depending on the process and location. Traditional water treatment systems often fall short when it comes to dealing with complex contaminants, variable input quality, and increasing environmental regulations.
Smart Water Innovation provides an intelligent approach by integrating smart sensing, real-time monitoring, and automated purification systems that are customized for industrial use cases.
Key Features of Our Industrial Water Purification Systems
- ✅ High-capacity purification units
- ✅ Modular and scalable design
- ✅ Real-time quality monitoring
- ✅ Sensor-based automation and alerts
- ✅ Effective removal of heavy metals, chemicals, and microbes
- ✅ Energy-efficient and low-maintenance
- ✅ Compliance-ready water output
Our systems are capable of treating a wide range of source waters—groundwater, surface water, and even wastewater—based on your industry’s unique needs.
Industries We Serve
🏭 Manufacturing & Engineering
From metal finishing to electronics, precise water quality is essential. We ensure removal of heavy metals, oils, and suspended solids to meet process water requirements and reduce corrosion or scaling in machinery.
🍬 Food & Beverage
In this sector, water purity directly impacts product quality and safety. Our smart systems ensure microbial safety, mineral balance, and taste neutrality—while complying with FSSAI and international hygiene standards.
🧪 Pharmaceuticals & Chemicals
Pharma and chemical production requires ultra-pure water with low Total Dissolved Solids (TDS), chemical stability, and zero biological load. We deliver purification solutions that meet or exceed cGMP and WHO standards.
🧼 Textiles & Dyes
Efficient water use and zero-discharge are critical in the textile industry. Our systems help manage dye effluent, reduce water consumption, and reclaim usable water from waste streams.
🏗️ Construction & Cement
In construction, clean water improves the quality of concrete and building processes. We provide systems that remove impurities and regulate pH, ensuring long-term structural integrity.
💡 Power & Energy
Thermal and hydropower plants require high-purity water for cooling, steam generation, and turbine operations. We help maintain boiler safety, efficiency, and reduce scaling with real-time monitoring solutions.
♻️ Wastewater Recycling & Reuse
Industrial zones are shifting towards zero-liquid-discharge (ZLD) policies. Our systems enable smart reuse of treated water for non-potable purposes like cleaning, cooling, and gardening—saving resources and complying with pollution norms.
Designed for Indian Industry Challenges
Our systems are built keeping Indian industrial conditions in mind—high TDS, fluctuating water sources, erratic power supply, and regional pollution variations. With smart diagnostics, remote monitoring, and intuitive controls, we make water management easy, accurate, and reliable.
Smart Monitoring = Smarter Decisions
Each industrial water system is equipped with:
- Sensors to monitor quality metrics like pH, TDS, turbidity, and flow rate
- Alert-based dashboards for preventive maintenance
- Data logging for audits, compliance, and performance reviews
- Cloud connectivity (optional) for multi-plant supervision
This ensures your operations run smoothly without guesswork—saving you time and resources.
Custom Solutions, End-to-End Support
Every industry is unique. That’s why we provide:
- Site assessments and water audits
- Custom system design and engineering
- On-site installation and training
- AMC and remote support services
- Upgradable modules and add-ons
We work closely with your team to ensure integration with existing infrastructure and ongoing technical support for maximum ROI.
Ready to Power Your Industry with Smart Water?
Our industrial water solutions help you move toward sustainable, compliant, and intelligent operations. Whether you’re a small facility or a multi-unit plant, Smart Water Innovation Pvt. Ltd. is here to help you take control of your water quality—smartly.
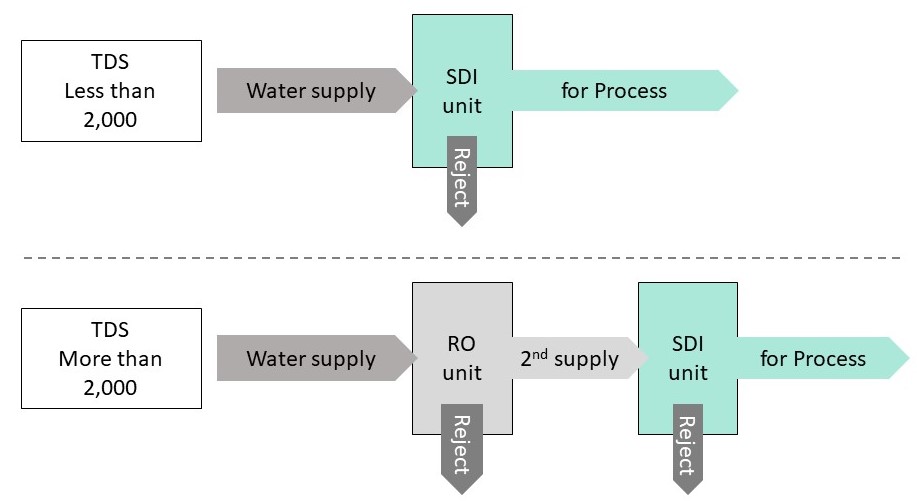
Benefits for using SDI™ system
- Tunable TDS reduction
- High water recovery, up to 90 %
- Automated operation and cleaning
- Low energy consumption (0.5kW/ton)
- Remote monitoring and control
- Patented technology
Siontech proposes SDI™ System to
- Underground water
- Food and beverage
- industrial water recycling (cooling towers, RO concentrate)
- Seawater desalination




The Utility of Liqui Deionized Water
Chemical plants: The SDI purified water has multiple usages. It is widely used in chemical plants where there is a requirement of removing certain ions and minerals from the water. The SDI purified water is highly suitable for chemical plants that requires deionized water in large quantities. At Smart-water, we believe in catering to the specific needs of our clients. Hence, our SDI can be custom-made to meet the standards.
Glass manufacturers: The tap water contains TDS contains like calcium, magnesium, silica, etc. These contents may at times stuck to the glass surface and affect its aesthetics. Thus, SDI water purifiers are required in glass manufacturing units to rinse the product after crafting it.
Biotech & Pharmaceuticals: In pharmaceutical companies there is highly-demands of bacteria-free water, as ionized water when mixed with chemical compounds. It may affect the quality of the final products. Hence, SDI is highly used in the manufacturing plant of pharmaceuticals and biotech to produce ion-free water.
Specimen processing: De-Ionized water is highly used to clean surgical instruments with a liquid to disinfect
the specimen. SDI water purifiers help to free residuals and ensure absolute sterility. Smart-water has a wide range of fully automatic devices. Our SDI water purifiers offer Almost-all recovery during the water purification process. It enables one to get natural minerals in the required quantity with utmost accuracy. Moreover, our SDI Water Purifiers are energy efficient. They consume one-third of the energy requirement for operating a Reverse Osmosis system.
Our Smart De-Ionization water purifiers are perfect for commercial and industrial plants. They are easy to install, operate and increase capacity. They don’t require any frequent maintenance or repair works. At Smart-water, we strive to provide advanced eco-friendly purification solutions that are unique and sustainable.
Now you can try advanced water purifier, only with Smart water De-ionization Water Purifier. Connect to know more.

Smart Water Innovation India Pvt. Ltd.
Caddie Commercial Tower 5th floor, Aerocity,
New Delhi 110037 –India
Email : info@smart-water.in
Phone : +91-98103 67527
Smart Water Innovation India Pvt. Ltd.
Caddie Commercial Tower 5th floor, Aerocity,
New Delhi 110037 –India
Email : info@smart-water.in
Phone : +91-970260-6000